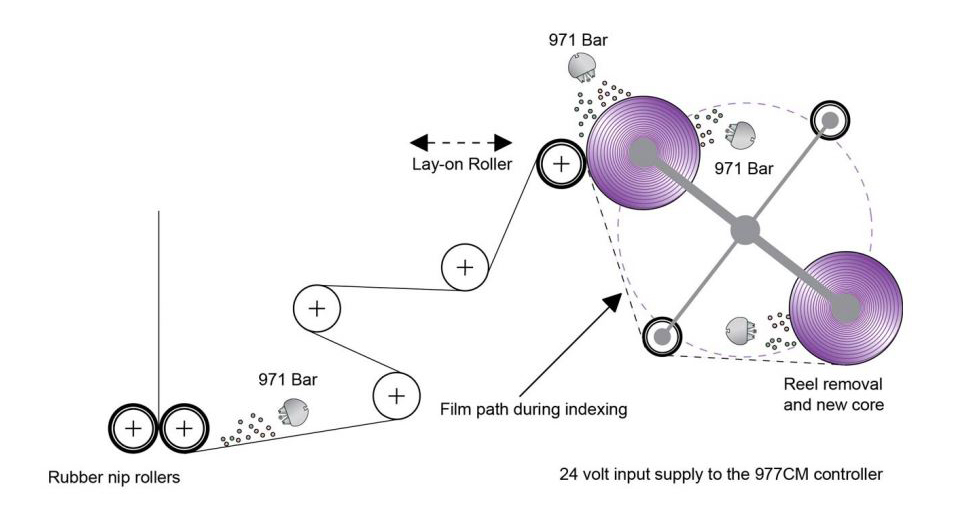
When the film rewinds onto the turret, high electrostatic charges cause:
Indexing turrets make it hard to place antistatic systems close enough to keep the reel neutralized during rotation.
Install Meech 971 Pulsed DC long-range ionizing bars controlled by the 233v4 controller (24V or 110V input) directly on the turret. This keeps the reel inside an ionizing zone throughout rewinding and indexing, neutralizing static continuously.


Static on plastic web during unwind/rewind causes operator shocks, dust attraction, coating damage and poor-quality reels.
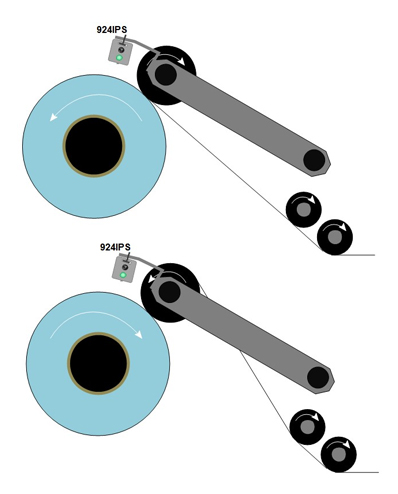
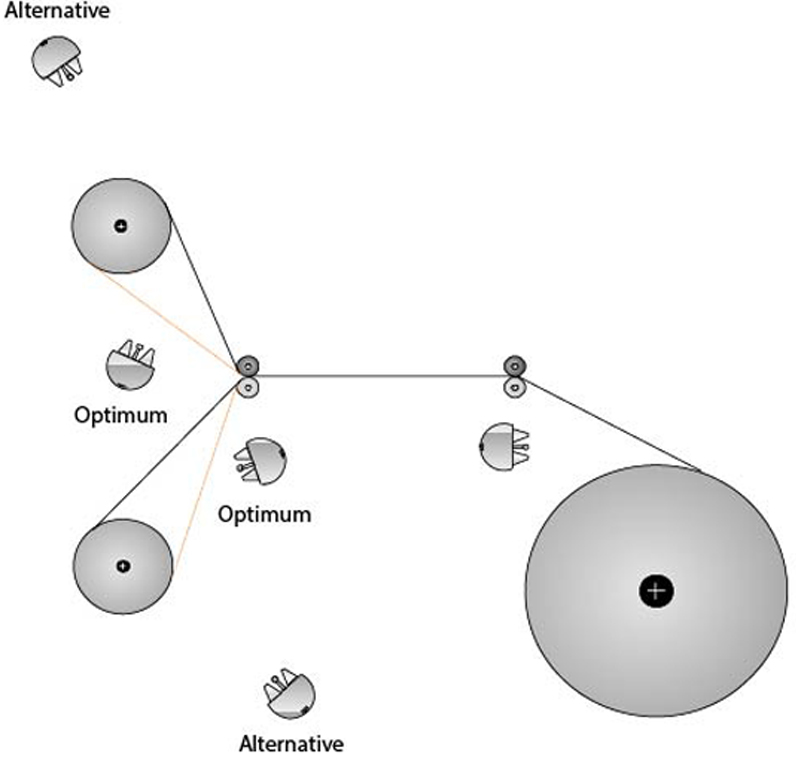
Fit a Meech 924IPS at the unwind. Its constant 30 mm working distance and strong ionization minimize residual charge. For clockwise winding it neutralizes both sides; anti-clockwise focuses on the exposed face.

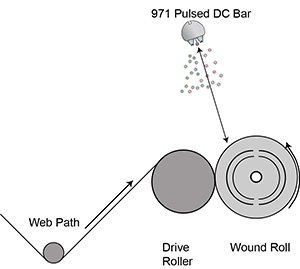
Rewinding generates very high charges, leading to operator shocks, dust attraction and poorly wound reels that are difficult to run.
Install the Meech 971 long-range bar at the recommended position to neutralize the web before winding.

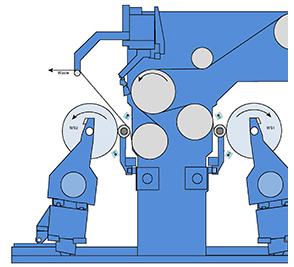
Customers require residual static below ±2–5 kV. High speeds (600–1200 m/min) reduce residence time, making control difficult.
Provide effective static control on both sides and in both rewind directions using the compact, high-performance Meech Hyperion 924IPS, which retrofits to most wide slitters.
High static on insulative webs causes slitter dust attraction, operator shocks and roll tension errors.
Place a 971 Pulsed DC bar at the primary recommended position (and alternate if layout requires) to neutralize charges before winding.
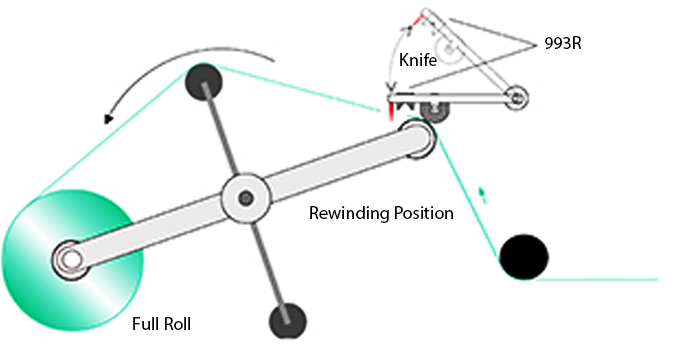
On-the-fly splicing requires the new reel to pick up without tape; the web end must be pinned to the core.
Use a 993R Generator Bar at rewind, synchronized with the flying knife, powered by an IonCharge30, to pin the leading edge to the new core.
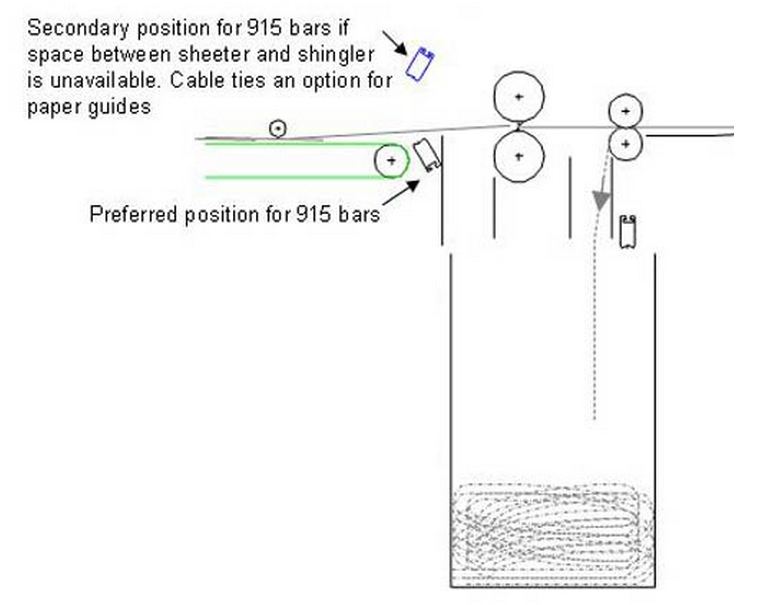
Drying increases static: sheets cling (collation/knocking-up issues), edge trim sticks to the bin walls and operators may receive shocks from the metal bin.
Mount a Meech 915 bar by the waste chute to prevent build-up and blockages, and another between conveyor and sheeter to dissipate charges concentrated on frames.
.jpg)

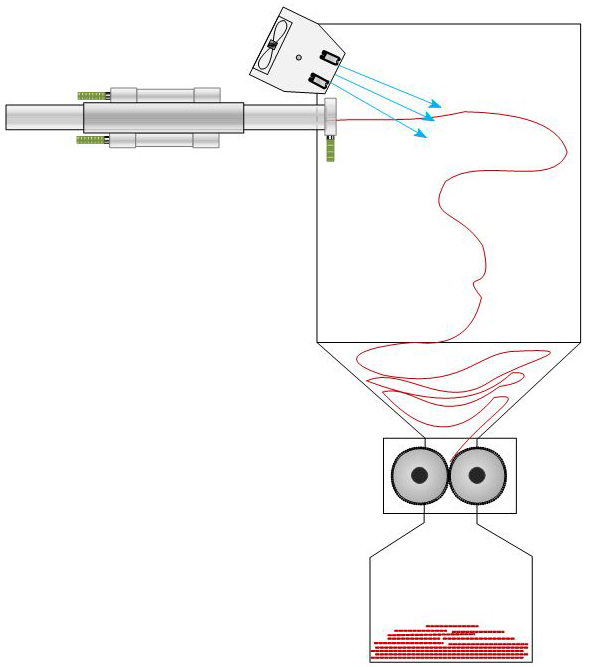
Single or overlapped sheets stick together, causing collating faults—worst on shingle deliveries.
Blow ionized air between sheets with one or more 261 DC ionizing nozzles. Add 915 bars across the sheet width for uniform neutralization. Flexible nozzles can mount below rollers or at the side and adjust to suit the machine.
Calendar drying and pressing can generate sparks that may ignite paper dust.
Install Meech 915 systems to neutralize charges and reduce fire risk.
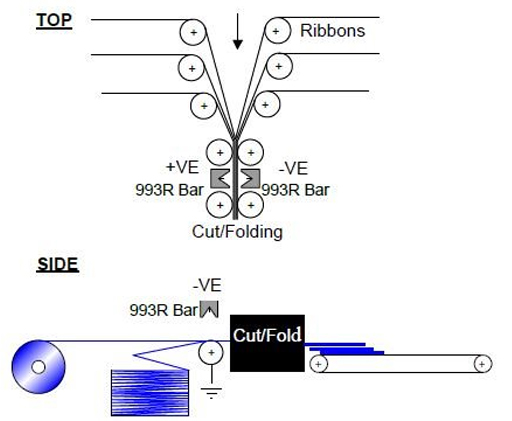
Multiple webs drift out of alignment before cut/fold, causing high rejects.
Use opposing 993R bars driven by positive/negative IonCharge30 generators to pin the ribbons together and hold register through the nip.
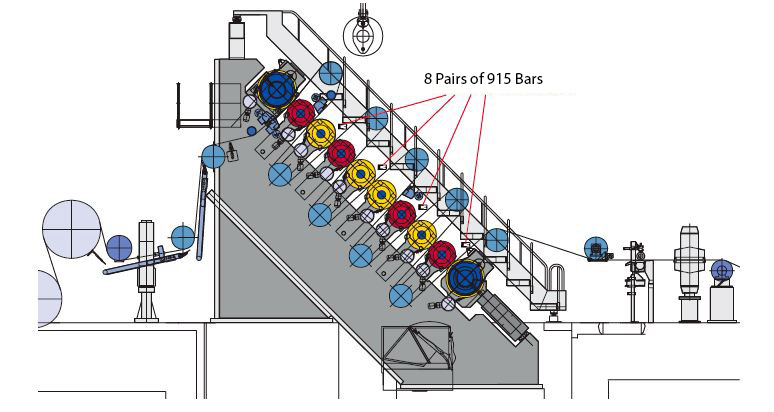
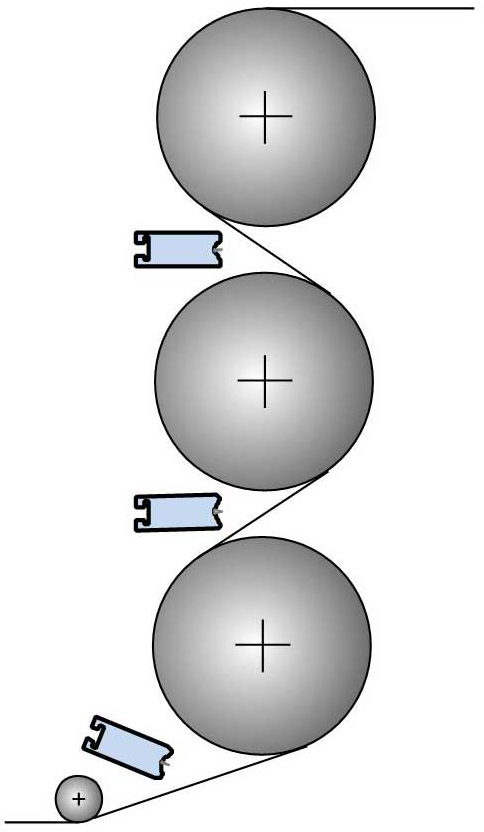
At up to 1200 m/min, high charges during breaks can wrap paper tails and damage soft roller covers.
Install eight pairs of interconnected 915 AC bars (~2 m each) ahead of the relevant roller pairs to reduce charge and minimize tail wrapping risk.
Friction during transfer charges waste; trim sticks to cyclone walls and forms clumps that block the grinder.
Fit a Meech 913 FlowTube to neutralize charges in the duct and prevent jams.


Static on conveyed coffee-filter trim caused blockages at the air separator.
Install Meech 261 ionizing nozzles in each 250 mm duct (e.g., 8 per duct) to provide continuous ionized airflow. Preferred over a FlowTube where access/cleaning is difficult.


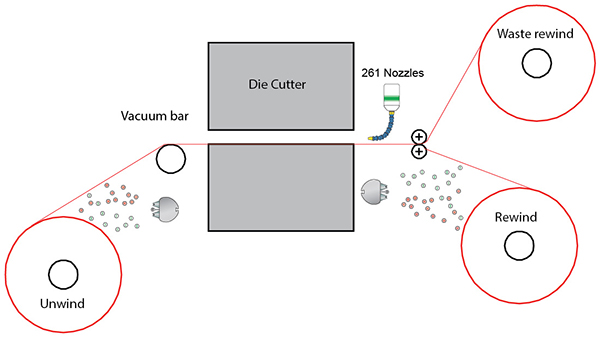
Unwind/rewind and die-separation can exceed RFID chip ESD tolerance, causing failures, operator shocks and contamination attraction.
Neutralize reels at unwind/rewind with Model 971 bars driven by the 233v4 controller. At the die, use 261 DC Ionizing Nozzles to blow ionized air into the cavity and prevent ESD.
Peeling the RFID from its carrier and transferring onto an adhesive web generates charge that can weaken or destroy the chip.
Keep the adhesive web neutral with a Meech 971 under the web path. Blow ionized air over the tag as it leaves the carrier using a 261 flexi nozzle to assist transfer and adhesion, then neutralize the laminate with a second 971 before lamination.
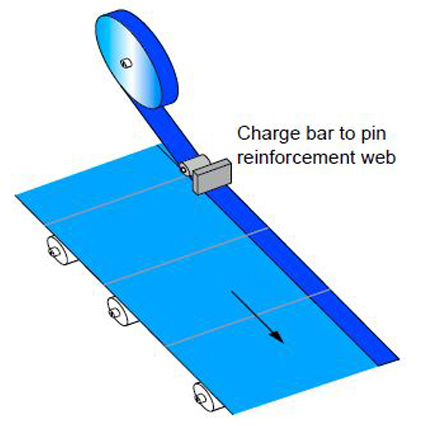
A reinforcing plastic layer around the handle can shift before sealing, causing misplacement and rejects.
Pin the reinforcement with a 993R Generator Bar opposite a grounded roller, powered by IonCharge30, to hold layers in register until heat weld.
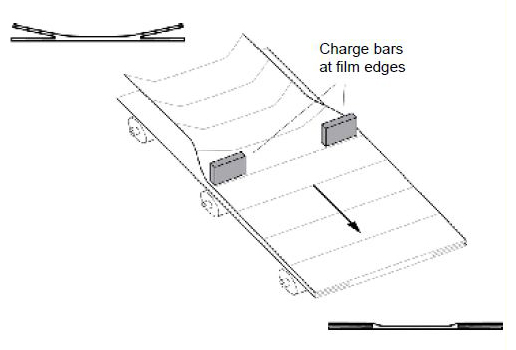
Air entering the folded gusset before the sealing head opens the fold and mis-positions the gusset, wasting bags.
Install a 993R Generator Bar opposite a grounded roller to pin the gusset closed until sealing; power with an IonCharge30.
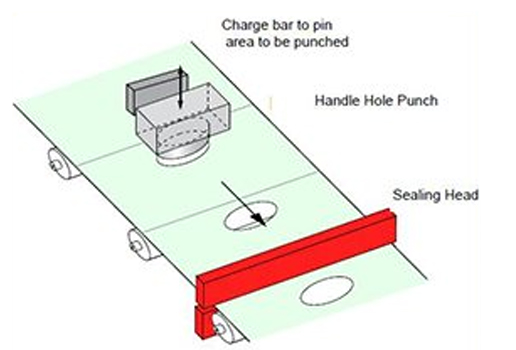
After the punch forms the handle, the tube can open as the web advances, causing jams at the sealing head.
Place a 993R Generator Bar in-line before the punch and trigger it with the punch cycle to pin the web closed during handle formation. Power with an IonCharge30.
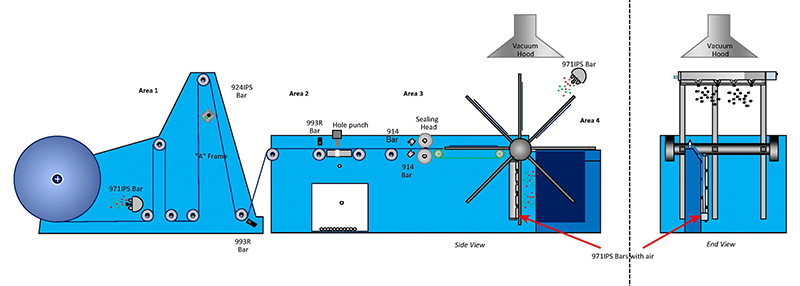
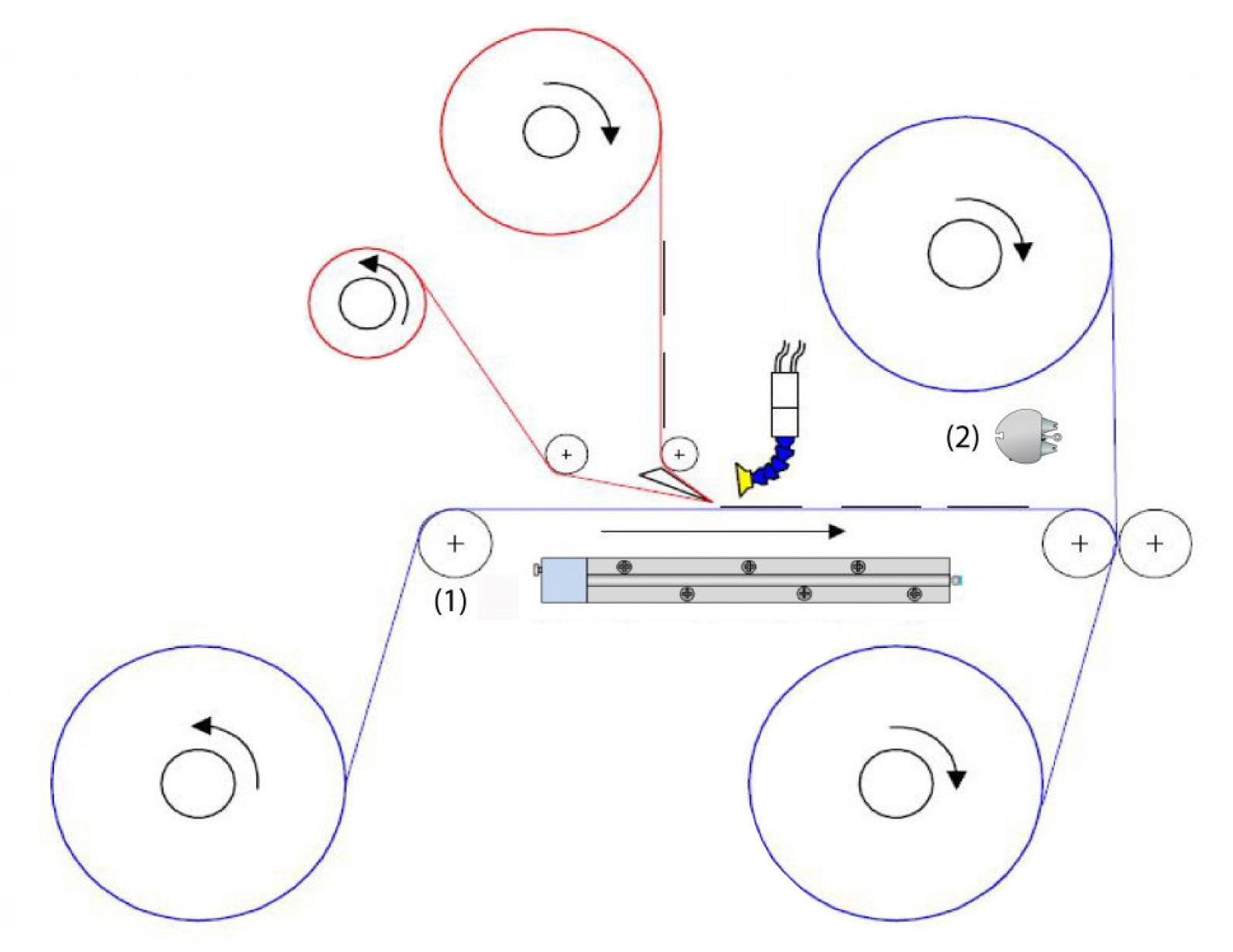
Area 1 (Unwind & Folding): Contamination attracted by static; folding traps charge between layers.
Area 2 (Gusset, Reinforcement, Handle Punch): Material needs temporary pinning to prevent misalignment and sticking to punch.
Area 3 (Sealing/Cutting): Charged web sticks to rollers and feeds poorly onto wicketing belts.
Area 4 (Wicketing/Stacking): Bags repel on pegs and don’t hang or open properly—worse at high speed.


.jpg)


